
L40: CAD:CAM Suite - PowerPoint PPT Presentation
1 / 45
Title:
L40: CAD:CAM Suite
Description:
REDHEAD. 25W power. 18' x 32' bed. 50W power. 18' x 32' bed. 25W power. 18' x 32' bed ... new signup sheets are posted every week (day set by Head Laser TA) ... – PowerPoint PPT presentation
Number of Views:116
Avg rating:3.0/5.0
Title: L40: CAD:CAM Suite
1
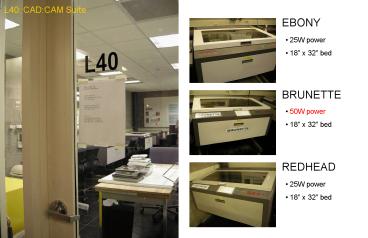
L40 CADCAM Suite
EBONY
- 25W power
- 18 x 32 bed
BRUNETTE
- 50W power
- 18 x 32 bed
REDHEAD
- 25W power
- 18 x 32 bed
2
- ROOM L40 Laser Suite
- Open 24 hours / 7 days a week
- Self Service
- Laser Sign-up
- - reserve time on the laser by signing up in L40
- - do not sign up for multiple machines at once
- - do not exceed 2 hours maximum laser-time per
day per person - - new signup sheets are posted every week (day
set by Head Laser TA) - certain restrictions are modified during finals
to ensure availability of machines to all
students
3
- RESOURCES
- Laser TAs
- Have extensive experience with lasers
- Guaranteed to be in building and available to aid
students during duty hours - Can be contacted via email (laserta_at_gsd.harvard.ed
u) - In emergencies, can be reached by the LaserTA
cell phone - CADCAM website - http//www.gsd.harvard.edu/insid
e/cadcam - Live Laser Camera
- Trouble-shooting and tutorials
4
Laser access is granted at completion of
tutorial. By signing the agreement, users agree
to follow all the procedures outlined. Major
and/or repetitive violation of regulations will
result in the revocation of the students right
to access all laser cutters.
5
Cutting
6
- ACCEPTABLE MATERIALS
- Papers (mylar, vellum, etc.)
- Chipboard
- Museum board
- Woods (basswood, plywood, balsawood, etc.)
- Plastics
- - Acrylic (available for purchase in house)
- Styrene
- Fabric
- when cutting plastics, place pennies beneath
material to avoid melting to the bed - if cutting very thick materials, be aware that
multiple passes will be required
7
- UNACCEPTABLE MATERIALS
- Metals
- Glass
- Plastics other than acrylic and styrene
- - Lexan
- - PETG
- Utrecht plastic products (CoPoly)
Fumes from cutting plastics are generally not
healthy. Those produced by these materials are
especially toxic. With that said, when
cutting acrylic and styrene, please put scraps in
the air tight yellow bin and store your cut
pieces in the bottom bin of the laser cutters to
help reduce the fumes in the laser room.
OR
1. Open flap
2. Place material here
8
Setting up the machine
Once youve completed the Laser Tutorial, your
GSD ID card will be given permission to access
the laser machines. Turn on the machine by
simply swiping your card. The machine will take
a few moments to initialize.
9
Place your material onto the laser bed. Press
the Z button to begin focusing the machine.
The laser-head will move across the bed.
10
To properly focus the machine to your material,
you must align and contact the notch on the focus
stick to the edge on the laser-head. Frequently,
the bed is too low to be focused. We will have
to raise the bed and focus stick to meet the
laser-head.
11
For precise focusing, toggle between tenth-inch
increments and hundredth-inch increments by
pressing the SELECT button and then move the
bed.
Once youve properly aligned the focus stick to
the laser head, press the Z button to complete
the focusing.
To raise or lower the laser bed and focus-stick
into place, press the up and down buttons.
12
Shown here is a properly focused laser head with
material beneath. The machine is now ready to
begin cutting. We will now prepare the files.
13
Cutting from AutoCAD
14
All lines need to be set to 0.00mm lineweight.
The laser cutters will ignore all other
thicknesses.
The laser cutters only recognize the basic colors
in AutoCAD. Sort your drawing using only these
colors.
Tip Use Overkill (only available in AutoCAD
2007) to get rid of duplicate lines
15
Assign colors to the drawing according to how the
laser should execute each cut
For this example
White cut through
Red vector etch lightly
Yellow Raster etch lightly
16
Lasercutting is very much like plotting. Objects
on a non plotting layer will not cut
17
You have sorted your drawing into colors, now you
must set what each color does.
First, right click on the layout tab to access
the page setup manager
18
Click modify
19
1. Select the machine you are working on
Click on properties to set up the pens
Take note of the sheet size. If it is anything
other than 18 x 32 (or 12x24 for Blonde), go
back and format the units to be in inches. If
that doesnt work, cut and paste your drawing
into a new file formatted in imperial units.
Do not fit to page. Scale cuts using viewports or
in model space.
20
Click on custom properties
21
..What does this all mean??!
Three modes Vector Raster Raster/Vector
22
Raster Beam will sweep back and forth producing
the image one line of points at a time (like an
ink jet printer). Suitable for solid hatches,
text, images
23
Vector Beam will follow the drawn line in a
smooth continuous motion. Suitable for line work
24
Power How strong the beam is
Speed How fast the unit moves
25
- Power and speed work in tandem.
- High power sometimes burn material especially
wood and paper based products. The less power,
the cleaner the cut will be. - High speed sometimes compromises the accuracy of
the beam. - If the material doesnt seem to be cutting
through, try increasing the power or reducing the
speed. - If the material is producing a constant small
flame, reduce the power The beam should look
like a white point of light. - Thick material should be cut using several passes
to achieve the cleanest result.
Note Brunette is a 50W machine. Therefore, it
is twice as powerful as the other three machines.
Adjust your settings accordingly when using this
machine.
26
PPI Points per inch
27
Points per inch PPI stands for points per inch.
The laser beam is not a continuously firing beam,
but shoots short beams at a set interval, so PPI
is how many times it fires per inch over which it
travels. This means the denser the interval, the
hotter the material gets when it is cutting.
Paper and wood based material should be set to
250 ppi, while acrylic and styrene should be set
to 500 ppi.
Low PPI
High PPI
28
Remember to click set in order to save the pen
setting!
Ok!
29
Ok
30
Ok
31
OK- Time to cut!
32
Right click on the layout tab and click on Plot.
33
(No Transcript)
34
- Check the machines display
- Is this the name of your file?
- Do you recognize these power settings?
- If it reads 0 power, 0 speed, 0 PPI, the file
was set up incorrectly. Make sure the basics are
covered colors, lineweights, pen settings. You
can also cut and paste your drawing into a new
autocad file and try sending it again.
If your file is not displayed, hit Next file
until it reaches your file.
Once everythings checked out, hit Start and let
it rip! Tip if the same file needs to be cut
multiple times, simply hit start again. Theres
no need to resend the file.
35
- Watch your cut!
- It is possible to start fires when laser cutting,
so if it is necessary to walk away from L40, ask
somebody to supervise your machine while youre
away. Laser TAs have the right to turn off the
machines if found cutting unsupervised. - If the material seems to be flaring up too much,
stop the cut immediately, readjust power/speed
settings and send the cut again. - If the material is on fire, there if a fire
extinguisher by the door next to the yellow
cabinet
36
Changing settings during a cut
A useful thing to know (especially when testing
power settings on scrap material) is how to
change pen settings on the fly without having to
dive back into the AutoCAD drawing.
Notice the rectangular blinking cursor.
Use the arrows to toggle the cursor down to the
setting you want to change
37
Press select to change the selected item. The
cursor will jump to the right of the numbers
38
Use the arrows to toggle the setting up or down
39
Press escape when youre done to bring the cursor
back to the left of the numbers. This menu power
change does not alter the pen settings in your
file. If you find a setting you like, go back and
change it in custom properties for it to save.
40
The Honeycomb Bed
For certain cuts, it may be advantageous to use
the honeycomb bed. When cutting plexi on the
honeycomb, it is not necessary to put pennies
underneath since there is little surface area for
the plastic to make contact with. The suction
from the vacuum is also directly slightly
downward, so it prevents small light pieces from
flying away, however very tiny pieces you may
want to keep will fall through the honeycomb.
41
Setting up the honeycomb
- Press Z like you are about to focus the machine
- Press down and set the bed very low
42
1. Open flap
2. Slide honeycomb bed into the machine on top of
the solid bed
3. Close flap all the way
43
When opening and closing the front flap and the
top lid, make sure you close them all the
way. There are four pairs of contact points that
need to touch in order for the machine to cut. If
either the lid or flap is slightly ajar, the
machine will not cut.
44
Finished cutting?
Turn off the machine by pushing the red button
Clean the beds thoroughly with the provided water
and acetone.
45
Remember to hand in your user agreements to the
laser TA to gain laser access. Thank you!
Recommended
CrystalGraphics Presentations





























