
Refinery Structure- Evolution - PowerPoint PPT Presentation
1 / 39
Title:
Refinery Structure- Evolution
Description:
Hydrocracking Reactors 2 & 3 use Co-Mo-Alumina catalyst for removal of metals and cracking of heavier molecules. Less Coke formation Better quality product- ... – PowerPoint PPT presentation
Number of Views:170
Avg rating:3.0/5.0
Title: Refinery Structure- Evolution
1
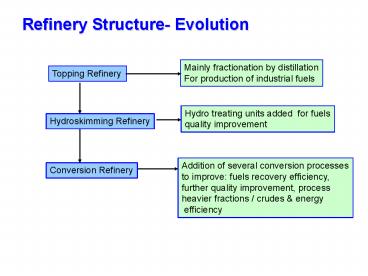
Refinery Structure- Evolution
Mainly fractionation by distillation For
production of industrial fuels
Topping Refinery
Hydro treating units added for fuels quality
improvement
Hydroskimming Refinery
Addition of several conversion processes to
improve fuels recovery efficiency, further
quality improvement, process heavier fractions /
crudes energy efficiency
Conversion Refinery
2
Processing of light crude
Processing of light crude, even in a
complex/modern refinery with FCC, hydrocracking
etc. does not yield a satisfactory product
distribution. The amounts of fuel oil are too
high.
3
Processing of heavy oil
- For heavy oil the situation is even worse with
50 fuel oil being produced even in a complex
/modern refinery. - Fuel oil is worth lt original crude. The value of
the products decreases in the order gasolinegt
kerosene/gas oil gt crude oil gt fuel oil.
Bottom of the barrel treatment is vital Challenge
Meeting Strict Quality standards Increasing
Demand
4
(No Transcript)
5
(No Transcript)
6
Gasoline Specs-India
7
Diesel Specs- India
8
Structure of refinery
9
Flow Scheme of modern oil refinery
10
Catalytic processes in refinery
11
Petroleum refining processes
12
Petroleum Refining- Types of Operations
- Fractionation (distillation)-
- Separation of crude oil in atmospheric and vacuum
distillation towers into groups of hydrocarbon
compounds of differing boiling-point ranges
called "fractions" or "cuts." - Conversion Processes
- Changing the size and/or structure of hydrocarbon
molecules via different processes - Decomposition (dividing) by thermal and catalytic
cracking - Unification (combining) through alkylation and
polymerization and - Alteration (rearranging) with isomerization and
catalytic reforming. - Treatment Processes
- For additional processing and to prepare finished
products. - Removal or separation of aromatics / naphthenes/
impurities / undesirable contaminants. - Chemical or physical separation e.g. dissolving,
absorption, or precipitation - Desalting, drying, hydro de-sulfurization,
sweetening, solvent refining, solvent
extraction, and solvent de-waxing.
13
Processes in Oil Refining Processes in Oil Refining Processes in Oil Refining
Physical Thermal Catalytic
Distillation Visbreaking Fluid Catalytic Cracking
Solvent extraction Delayed coking Hydrotreating
Solvent dewaxing Fluid cocking Catalytic Reforming
Propane deasphalting Flexi coking Catalytic dewaxing
Blending Hydrocracking
Isomerization
Alkylation
Etherification
Polymerization
14
Petroleum - Properties
- Density
- Specific gravity - Ratio of mass of specific
volume to mass of the same volume of water, both
at the same temperature - API Gravity
- Degrees API (141.5/Specific gravity at 60/60
F) 131.5 - Viscosity- cP- Flow characteristics
- Kinematic viscosity/fluidity Viscosity/
Specific gravity - Carbon residue (wt)
- Carbonaceous residue left out after destructive
distillation- non-volatile part of
petroleum/petroleum products - Ramsbottom method- ASTM D 189 IP3
- Conradson method - ASTM D 189 IP4
- Viscosity and Asphaltenes, Nitrogen Sulfur
contents increase with - increasing carbon residue
- Indicates the potential for coke formation
Signify Light/Heavy character of Crude oil
15
Petroleum - Properties
- Aniline point
- Temperature at which exactly equal parts of two
components are - Miscible- Aniline Any petroleum fraction/oil
- Increases slightly with molecular weight
- Increases rapidly with paraffinic character/
- Higher the aniline point- lower is the aromatics
content in the fraction
- Reid vapor pressure (RVP)
- A measure of the volatility of gasoline. It is
defined as the absolute - vapor pressure exerted by a liquid at 100 F
(37.8 C) as determined - by the test method ASTM-D-323.
- RVP differs slightly from the True Vapor
pressure (TVP) of a liquid - due to some small sample vaporization and the
presence of water - vapor and air in the confined space of the
test equipment, i.e. the RVP - is the absolute vapor pressure and the TVP is
the partial vapor pressure
16
Petroleum - Properties
- Cloud point
- The temperature of the test specimen at which wax
crystals have formed sufficiently to be observed
as a cloud from a petroleum fraction - Applicable for petroleum products and biodiesel
fuels - An index of the lowest temperature of their
utility for certain applications. - Petroleum blending operations require a precise
measurement of the cloud point. - Smoke point
- Provides an indication of the relative smoke
producing properties of kerosines and aviation
turbine fuels in a diffusion flame. - Related to the hydrocarbon type composition of
such fuels, esp. aromatics - More aromatic the fuel the smokier the flame.
- A high smoke point indicates a fuel of low smoke
producing tendency. - The smoke point is quantitatively related to the
potential radiant heat transfer from the
combustion products of the fuel.
17
Petroleum- Properties
- Pour point
- The lowest temperature at which it will pour or
flow under prescribed conditions. It is a rough
indication of the lowest temperature at which oil
is readily pumpable. - Can be defined as the minimum temperature of a
liquid, particularly a lubricant, after which, on
decreasing the temperature, the liquid ceases to
flow. - UOP K factor ( Watson Characterization factor)
- K 3v TB/ S TB- Average molal BP in
Deg.Rankine S- Sp.gravity at -
60F
18
Crude Assay- Properties that determine the
processibility, product pattern hence the cost
of the crude
19
These fractions need go through regular refining
processes to yield fuels of acceptable grade
20
- Thermal Processes
- Cracking Coking
21
Desalting
- Objectives
- Removal of water, inorganic salts, water soluble
metals suspended - solids from crude oil Prevention of corrosion,
fouling plugging of equipments - Process
- Two stage desalting is carried out, with removal
of most of the water at first - stage, followed by addition of dilution water in
the second stage to extract - soluble salts metals. Process conditions are
90-150C and 50-250 psi. - Surfactants are added to demulsify achieve
proper separation and remove - water by settling. Application of electrostatic
coalescing is also adopted
- Effective desalting
- 1 kg salt/1000 bbl
- Chlorides 10-30 ppm
22
MS Rana et.al. Fuel,86,1216,2007
23
MS Rana et.al. Fuel,86,1216,2007
24
Thermal cracking
- Dubbs process- Universal Oil Products (UOP)
- Thermal cracking of reduced crude at 455-540C
100 -1000 psi - Major products- Gasoline middle distillates
- Soaking of light heavier fractions further
cracking - Thermal cracking of Reduced crude oil
- Feedstock API gravity 25 C IBP- 227C
- Cracking parameters- 500 C Soaker pressure
225 psi - Product yields (Vol)
- With recycle of H. Oil
W/o recycle of Heating oil - Gas - 1.0
- Naphtha 57.5
42.0 - Heating oil 0.0
23.0 - Residuum 37.5
34.0
25
Visbreaking
- Process
- Viscosity-breaking- Cracking to reduce the
viscosity - A mild form of thermal cracking of the residue
(10 conversion), at 50-300 psig - pressure at 455-520C to reduce viscosity/
pour point. - Liquid phase cracking. Process optimized to
minimize coke formation - Water injected with the feed to provide
turbulance control temperature - Residue from Atmos. / Vac. distillation units
can be used - Coil/Furnace type- high temp. short residence
time - Soaker type- Lower temp. longer residence
time - Benefits
- 5-10 conversion leads to 5 fold decrease in
viscosity - Reduction in pour point
- Less coke formation vis-a vis other processes
- Blending of LHO to FO minimized
- Product stability is the issue- Olefinics
26
Visbreaking- Yield pattern
Luisiana Vacuum Residue Arabian Light Atm. residue
Feed stock Gravity API Carbon residue Sulfur wt 11.9 10.6 0.6 16.9 3.0
Product yields Naphtha 6.2 7.8
Light gas oil 6.3
Heavy gas oil 70.8
Residuum Gravity API Carbon residue Sulfur wt 88.4 11.4 15.0 0.6 20.9 1.3 5.0
Feedstock From Process Typical products To
Residual Atmospheric tower Vacuum tower Decompose Gasoline or distillate Hydrotreating
Vapor Hydrotreater
Residue Stripper or recycle
Gases Gas plant
27
Visbreaking- Process variations
- Aquaconversion
- Catalytic process in slurry mode
- Oil soluble catalyst and water
- Alkali metal catalysts activate the
- transfer of hydrogen from water as H
- Coke formation is reduced
- Hydrovisbreaking
- Treatment with hydrogen at mild
- conditions
- 3 reactors
- 1. Visbreaking- Mild cracking with H2
- 2. Demetallation
- 3. Hydrocracking
- Reactors 2 3 use Co-Mo-Alumina
- catalyst for removal of metals and
- cracking of heavier molecules.
- Less Coke formation
- Better quality product- demetallized
28
Delayed coking
- The feed is subjected to thermal cracking, in a
coke drum, under high pressure
temperature-15-90 psig 415-450 C - Held (delayed) 24 hours for the process to get
completed - Two coke drums used, one for processing and the
other for coke - removal cleaning
- Virtually eliminates residue fraction-forms solid
carbon/fuel - Highly aromatic coke, retains S,N metals
- Naphtha, LGO HGO used for gasoline/diesel/FCCU
after hydrotreating
Luisiana Resid Kuwait Resid
Feed stock Gravity API Carbon residue Sulfur wt 12.3 13.0 0.7 6.7 19.8 5.2
Product yields Naphtha 22.8 26.7
Light gas oil 18.4 28.0
Heavy gas oil 37.6 18.4
Coke Sulfur wt 23.7 1.3 30.2 7.5
29
Fluid Coking Flexi Coking
- Both FLUID COKING (1954) and FLEXICOKING (1976)
use fluid bed technology - Thermally convert heavy oils such as vacuum
residue, atmospheric residue, - tar sands bitumen, heavy crudes, deasphalter
bottoms other heaviers - Heat for the process is supplied by partial
combustion of coke. Remaining coke is - withdrawn as product
- Feed is injected into a fluidised bed with hot
coke particles. Steam is injected at the - bottom for fluidization
- New coke formed is deposited as a thin layer on
the surface of circulating coke - particles Coking vessel temp-480-565Creside
nce time 15-30 sec. - FLEXICOKING goes one step beyond FLUID COKING
in addition to - generating clean liquids, FLEXICOKING also
produces a low-BTU (90 BTU/Cu.ft - or 800 Kcal/m3) gas in one integrated
processing step that can virtually eliminate - petroleum coke production. 95 coke
conversion is achieved
30
(No Transcript)
31
Fluid coking- Flexibility
- Feed Quality- Conradson carbon- 15.5 Gravity
IAPI- 6.4, LV below 1000F-8.0 S- 2.6 N-
1.0 Ni- 283 ppm V-126 ppm - Low
ReactorTemp High ReactorTemp - Yields
- Hydrogen sulfide 0.5
0.7 - H2 0.1 0.2
- C1-C3 8.0 9.0
- C4 1.6 2.0
- C5-215F 4.2 5.1
- 215-400F 8.6 10.4
- 400F to End point 58.4 51.8
- Gross coke 18.5 20.2
- Net coke 10.0 10.6
- Coke
- Sulfur 3.4 3.4
- Ni ppm 1520 1400
- V ppm 680 620
32
(No Transcript)
33
Flexicoking- Product pattern
Vac.Residue properties Arabian Light Iranian Heavy
Gravity API 6.5 5.1
Conradson carbon wt 19.2 21.4
Sulfur Wt 4.29 3.43
Nitrogen wt 0.34 0.77
VNi ppm 90 525
Yield across Flexicoking ( Wt )
C3 gas 9.8 9.9
C4 saturates 0.6 0.6
C4unsaturates 1.3 1.3
C5- 360F naphtha 11.2 11.0
360-975F Gas oil 53.7 50.8
Gross coke 23.4 26.4
Purge coke 1.1 1.2
Coke gas (vol) 13.1 15.5
Property Flexicoke Fluid coke
Bulk density lb/ft3 50 60
Particle density lb/ft3 85 95
Surface area m 2/g 70 12
Av.Particle size µ 120 170-240
Sulfur wt 2.0 6.0
After particulate removal After sulfur removal
H2S vppm 7100 lt10
COS vppm 150 lt5
NH3 vppm lt3 lt3
HCN vppm lt3 Nil
Solids lb/Mscf 0.0042 Nil
Sulfur wt 9.7 ,0.04
34
Thermal Processes-Comparison
Visbreaking Delayed coking Fluid coking
Mild heating at 50-200psi420-490C Reduction in viscosity Low conversion 10 Heated coil or drum Moderate heating at 450-500C 90 psig Soak drums at 450-480C .Processes continues till complete coking occurs Coke removed hydraulically Coke- 20-40 Yield 30 Severe heating at 10 psi 450-565C Fluid bed with steam Cracking on fluidized coke Higher yield of lt C5 Less/no coke yield Fuel grade gas
35
Liquid products from thermal processing require
further treatments for use as fuels
MS Rana et.al. Fuel,86,1216,2007
36
Propane deasphalting
- Generic name- Solvent Deasphalting (SDA) to yield
DeAsphalted Oil (DAO)-Feeds- Vac residue/bitumen - Coke-forming tendencies of heavier distillation
products are reduced by removal of asphaltenic
materials by solvent extraction. - Liquid propane is a good solvent. Butane,
pentane, Heptane or mixture of solvents are also
commonly used. - Vacuum residue is fed to a counter current
deasphalting tower. - Deasphalting is based on solubility of
hydrocarbons in propane, i.e. the type of
molecule Alkanes dissolve in propane whereas
asphaltenic materials (aromatic compounds),
coke-precursors do not. - Asphalt is sent for thermal processing.
- Deasphalted oil can be used as Lube oil base
feedstock (LBFS) or as feed to FCCU
37
Propane deasphalting
- DAO from propane de-asphalting has the highest
quality but lowest yield, possibly due to low
critical temp.97C Max extraction temp-82 C - Mixtures of propane n-butane more suitable for
better extraction. - Using pentane may double or triple the yield from
a heavy feed, but at the expense of contamination
by metals and carbon residues that shorten the
life of downstream cracking catalysts due to
their increased solubility. - Choice of solvent extraction conditions are
critical
38
Propane deasphalting
Propane/Oil ratio- 61 to 101 by vol.
39
Deasphalting process - Data
Parameters Feedstock Deasphalted Oil Asphalt
Crude Vol 23 49.8 Vol feed 50.2 Vol feed
Gravity, API 6.8 18.1 -1.3
Conradson carbon wt 15 5.9
SUS at 210F 75000 615
Ni wppm 73.6 3.5
V wppm 365 12.4
CuFe wppm 15.5 0.2
SUS-Sabolt Universal Seconds ASTM D 2161-Related
to kinematic viscosity