
Solid Freeform Fabrication of Stainless Steel Using FabHome - PowerPoint PPT Presentation
1 / 1
Title:
Solid Freeform Fabrication of Stainless Steel Using FabHome
Description:
... molding processes is deposited in a layer-by-layer fashion, and then sintered. ... Mixed in high shear mixer at 80-95 C for 15-30 min ... – PowerPoint PPT presentation
Number of Views:114
Avg rating:3.0/5.0
Title: Solid Freeform Fabrication of Stainless Steel Using FabHome
1
Solid Freeform Fabrication of Stainless Steel
Using Fab_at_Home
Maxim Lobovsky1, Alexander Lobovsky2, Mohammad
Behi2, and Hod Lipson1
1 Sibley School of Mechanical and Aerospace
Engineering, Cornell University 2 United
Materials Technologies, LLC
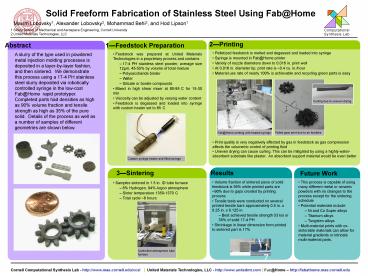
2Printing
1Feedstock Preparation
Abstract
- Pelletized feedstock is melted and degassed and
loaded into syringe - Syringe is mounted in Fab_at_Home printer
- Variety of nozzle diameters down to 0.016 in.
print well - At 0.016 in. diameter tip, print rate is 0.4 cu.
in./hour - Material use rate of nearly 100 is achievable
and recycling green parts is easy
A slurry of the type used in powdered metal
injection molding processes is deposited in a
layer-by-layer fashion, and then sintered. We
demonstrate this process using a 17-4 PH
stainless steel slurry deposited via robotically
controlled syringe in the low-cost Fab_at_Home
rapid prototyper. Completed parts had densities
as high as 90 volume fraction and tensile
strength as high as 35 of the pure solid.
Details of the process as well as a number of
samples of different geometries are shown below.
- Feedstock was prepared at United Materials
Technologies in a proprietary process and
contains - 17-4 PH stainless steel powder, average size
12µm, 45-55 by volume of total mixture - Polysaccharide binder
- Water
- Silicate or borate compounds
- Mixed in high shear mixer at 80-95C for 15-30
min - Viscosity can be adjusted by varying water
content - Feedstock is degassed and loaded into syringe
with custom heater set to 85C
Curling due to uneven drying
Fab_at_Home printing with heated syringe
Failed gear print due to air bubbles
Custom syringe heater and filled syringe
3Sintering
Results
Future Work
- Volume fraction of sintered piece of solid
feedstock is 95 while printed parts are 90 due
to gaps created by printing process - Tensile tests were conducted on several printed
tensile bars approximately 0.5 in. x 0.25 in. x
0.125 in. - Best achieved tensile strength 53 ksi or 35 of
solid 17-4 PH - Shrinkage in linear dimension from printed to
sintered part is 17
- This process is capable of using many different
metal or ceramic powders with no changes to the
process except for the sintering schedule - Potential materials include
- Ni and Co Super alloys
- Titanium alloys
- Tungsten alloys
- Multi-material prints with co-sinterable
materials can allow for material gradients or
intricate multi-material parts.
- Samples sintered in 1.5 in. ID tube furnace
- 6 Hydrogen, 94 Argon atmosphere
- Sinter temperature 1350-1370C
- Total cycle 8 hours
Controlled atmosphere tube furnace
Cornell Computational Synthesis Lab -
http//www.mae.cornell.edu/ccsl United
Materials Technologies, LLC - http//www.unitedmt.
com Fab_at_Home http//fabathome.mae.cornell.edu
Recommended
CrystalGraphics Presentations





























