
Main Parts of a Drilling Machine - PowerPoint PPT Presentation
1 / 12
Title:
Main Parts of a Drilling Machine
Description:
Parallel shank drills as the name suggests have a parallel shank and are held in the drilling machine using a three jaw self centring chuck. These types of drill ... – PowerPoint PPT presentation
Number of Views:194
Avg rating:3.0/5.0
Title: Main Parts of a Drilling Machine
1
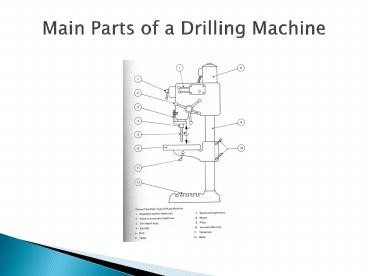
Main Parts of a Drilling Machine
2
Drill Types and Holding Methods
- Parallel shank drills as the name suggests have a
parallel shank and are held in the drilling
machine using a three jaw self centring chuck. - These types of drill range from 0.5mm to 13mm
diameter in 0.5mm increments as standard. - Sizes in between at 0.1mm increments are
available for tapping dills and special
applications but are more expensive. - The chuck is fixed in to the spindle of the
machine using a Morse taper. - When fitting drills in to the chuck it is
essential that the chuck only grips on the shank
of the drill and the correct chuck key is used
3
Drill Types and Holding Methods
- Drills larger than 13mm diameter are manufactured
with a taper shank as seen opposite. - These types of drills are fitted directly in to
the spindle of the drilling machine as opposed to
in a chuck. - The drill is held in place by means of friction
between the taper on the shank and the taper in
the spindle. - This means much larger drills can be used without
the risk of them slipping due to the larger area
in contact with the machine. - The tang on the top is purely to remove the drill
from the machine not to secure it in place.
4
Morse Taper Sleeves and Adaptors
- Taper shank drills are available as standard in
0.5 mm increments up to around 50mm diameter. - The tapered shank (Morse Taper) on the drill is
available in a range of sizes depending on drill
size these being MT1, MT2, MT3 and MT4. - The Taper in the spindle of drilling machines
also varies depending on the size of the machine
usually MT2, MT3, MT4 or MT5. - To enable fitting of different size drills in
different machines Morse Taper Sleeves and
Adaptors are available, these come in various
sizes e.g. MT1-MT2, MT2-MT3 etc. Allowing you
to step up or down depending on the spindle size
and the drill being used.
5
Fitting Taper Shank Drills or Chucks
- To fit the chuck or taper shank drill in to the
machine the taper is inserted into the spindle
with the tang rotated to line up with the slot as
shown opposite. - The drill is then secured into the spindle using
one of the following methods. - Tapping the drill into the spindle lightly using
a soft faced mallet - Placing a piece of wood on the table and rotating
the spindle handle until the drill lowers and
touches the wood then applying light pressure to
push the drill securely into place. - In both cases only minimal force is required as
the power is transmitted by friction between the
two tapered components.
6
Removing Taper Shank Drills or Chuck
- To remove the taper shank drill or chuck, the
spindle is rotated by hand until the slot lines
up with the slot on side casing. - A drill drift is then inserted into the slot and
tapped with a hammer as shown. - This ejects the drill from the machine and the
drill drift can then be removed. - When ejecting the drill or chuck from the machine
it is essential to hold it at the same time to
prevent it falling on the floor which can cause
damage.
7
Main parts of the Drill
8
Drill Point Angle
- It is important that the angle point and the
length of the of the cutting edges (lips) are
ground accurately and equally to avoid problems
when drilling holes. - This can be checked when sharpening using a drill
angle gauge as shown opposite - If the angles are different it can cause the
drill to chatter and drill a hole that is out of
shape, a bit like a 50p piece. - If the edges are of different lengths it can
cause hole to be drilled over size as shown.
9
Drilling Holes
- When drilling holes it is essential the location
is accurate, to achieve this we start the hole
using a centre drill. Due to its small point the
centre drill can be located accurately in the
centre punch mark also it provides a good lead
for the correct size drill - When drilling larger holes it is necessary to
use a pilot drill to remove some of the material
first. Trying to take too much material out at
once will make the process more difficult, and
may cause damage due to overheating of the drill
and material
10
Countersinks and Counter Bores
- When several items are to be assembled together
Countersink screws or cap head screws, are often
used and these need to sit down flush with the
component. - To achieve this we use countersinks bits top
right or counter boring drills bottom right. - When counter boring you need to ensure that the
pilot hole is the correct size for the shank of
the tool. - When using these tools it is essential that the
speed of the drill is slowed down or the tool
will overheat and become blunt very quickly.
11
Reamers and their use
- Drilling holes is reasonably accurate but some
holes need to be perfect or have a much better
surface finish than that achieved by drilling. - To achieve this a Reamer is used.
- Reamers are of similar shape to drills but have
more flutes and no point, they also run slower,
around a third of the speed of drills. - Reamers come with either a spiral flute or a
straight flute as shown, they also come in hand
version or machine versions
- Hand Reamer Machine Reamer
12
Use of Machine and Hand Reamers
- Machine reamers are used in the same way as
drills by inserting them in a drilling machine as
shown - Hand reamers are used by placing them in a tap
wrench as shown and rotating them by hand - When reaming a hole you need to drill a pilot
hole roughly half a millimetre smaller than the
finished size and then open it up using the
reamer.
- Using a Machine Reamer
- Using a Hand Reamer
Recommended
CrystalGraphics Presentations





























